
 Modern convection technologies have been manufactured now over 20 years. The real very good convection system was developed kind of accidentally. It was using of famous radiation heating furnace of Tamglass Engineering, HTF and adding high convection into that. The furnace was named “CONVAIR”, coming from words CONvection And IRradiation.
Modern convection technologies have been manufactured now over 20 years. The real very good convection system was developed kind of accidentally. It was using of famous radiation heating furnace of Tamglass Engineering, HTF and adding high convection into that. The furnace was named “CONVAIR”, coming from words CONvection And IRradiation.
It had almost everything correct, but kind of 3 shortcoming, all of them of different business sectors.
1. Technical shortcoming was, that it did not have real MATRIX heating system. CONVAIR had, however, very good heating profile across the furnace width.
2. The cost of the convection was very high due to big amount of costly material and much labour needed for fabrication.
3. The patent was applied for subject, which only was costly to manufacture, but was not the reason for excellent and effective convection. The company should have patented how to heat the convection air. This patent alone would have given CONVAIR 20 years of exclusive right to supply this superior technology, up to these days. And develop cheaper ways to make this excellent process. Now competitors were able to start developing the same process in a cheaper way.
A lot of development, mistakes and also inventions have taken place since 1996. One interesting development was to try to improve performance by doubling convection air flow. This exercise did not bring any extra to CONVAIR performance. There were also some other changes, which have affected this failure.
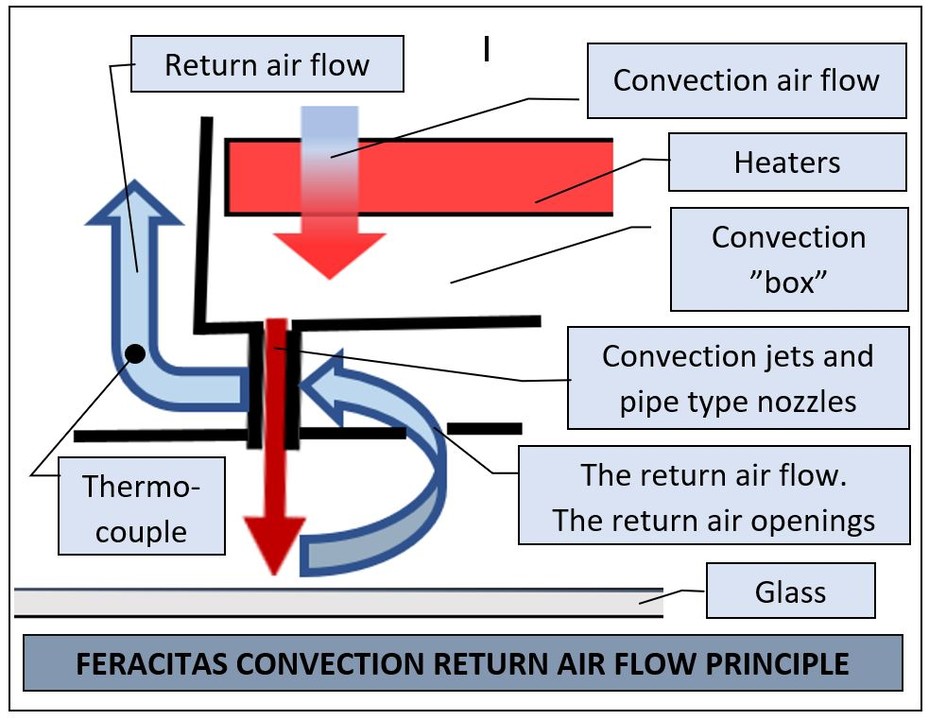
In cost reduction “box” type convection has reduced expensive hot resistant steel material quantity and fabrication costs, too. This was patented by Feracitas in the beginning of 2000.
Until now the convection return air flow has limited accuracy to control the convection process precisely. Also, convection efficiency is reduced for the sane reason. These happened in CONVAIR only very little. The reason was, that in CONVAIR nozzle boxes, heaters, radiation plates and thermocouples C-C distance of only 120 mm. The return air went back to the blowers in between the nozzle boxes. Thus, the return air flow had bad influence only at less than width of 60 mm. But mainly this made this design expensive.
In newer, present technologies convection jets blow into the return air flow. This means, that the thermocouples read the temperature of these 2 mixed air flows. Further, furnace general temperature at location of each matrix and influence of heaters may affect the thermocouple readings. Pure return air flow from heaters of each matrix would indicate best the temperature of glass at each matrix.
Second inaccuracy of heating control is caused by the fact, that the convection jets do not hit the glass at desired temperature for the same reason; jets are mixed with the return air flow.
Third shortcoming is reduced heating speed. The speed of convection jets is decreased by return air flow. This reduces heating speed remarkably.
In many convection systems the horizontal air flow between the nozzles and the glass changes from one location to another. Often return air flow is 0 at centreline of the furnace and highest at furnace sides. Therefore, the effect of return air flow changes from one location, (matrix) of the furnace to another. This makes the situation more complicated.
Feracitas has patented technology, which eliminates the return air flow in between the nozzles and the glass. The horizontal return air flow is arranged above the pipe nozzle exhaust points in between the pipe nozzles. This enables measurement temperature of pure return air flow, matrix by matrix and affected by any other temperature. Therefore, also glass temperature detection is very accurate. This is very important especially when high quality glass is tempered, because the glass should not be overheated.
When this system is used, the glass exit from the furnace into the tempering can be initiated by the temperature of the return air flow, which is very accurately interconnected with the glass temperature in furnace, matrix by matrix. The heating time control parameter can be eliminated, making operation much easier, practically automatic. It also reduces glass breakage, which is caused by too cold glass in tempering section. If, during the end of the heating time, some of the matrix(es) return air flow is colder than in other areas, this means the glass is also colder in the same location. In this case the heating of convection air can be continued 1 or more oscillations in those matrixes. In this way the exit of too cold glasses to the tempering can be eliminated and breakage reduced.
It is also very clear, that more accurate glass temperature measurement increases glass quality. As everything, also speed of convection air blowers, is initiated by the furnace average temperature, the convection process is very repetitive from one load to another. All the glass batches have very similar, automatically, according to the recipe for each glass type and thickness.
Post time: Dec-28-2020